Mega Engineering offers optimum design & solution for various process industries in different process operations. All solvent recovery solutions are developed in-house and based on the latest chemical techniques. We always ensure the perfect process solution ideas for various industries. We have developed processes for organic, inorganic, and alcoholic processes. Consistent performance, easy to operate, safe to use, optimized cost, environmental friendly, flexible solution and energy efficiency are the outcome of our well developed process solutions. Our process solutions find wide uses in pharmaceuticals, chemical industry, food & beverage processing, oil & gas refineries and petrochemical industries.
Along with solvent recovery plant we also supply technology-based pilot and commercial production turnkey plants. Every piece of equipment required for solvent recovery plant is manufactured at our in-house manufacturing facility. While working closely with our customer, we understand the need of customer and we support them with the supply of process equipment likes Distillation column, Stripper, Absorber, Extractors, Tray & packing column along with column internals. Supplying a Batch distillation and continuous distillation system is our core strength and we supply the same along with best possible auto control system.
By focusing on our core strength, we assure our customers about well designed, optimized and reliable process plant which is value for their money.

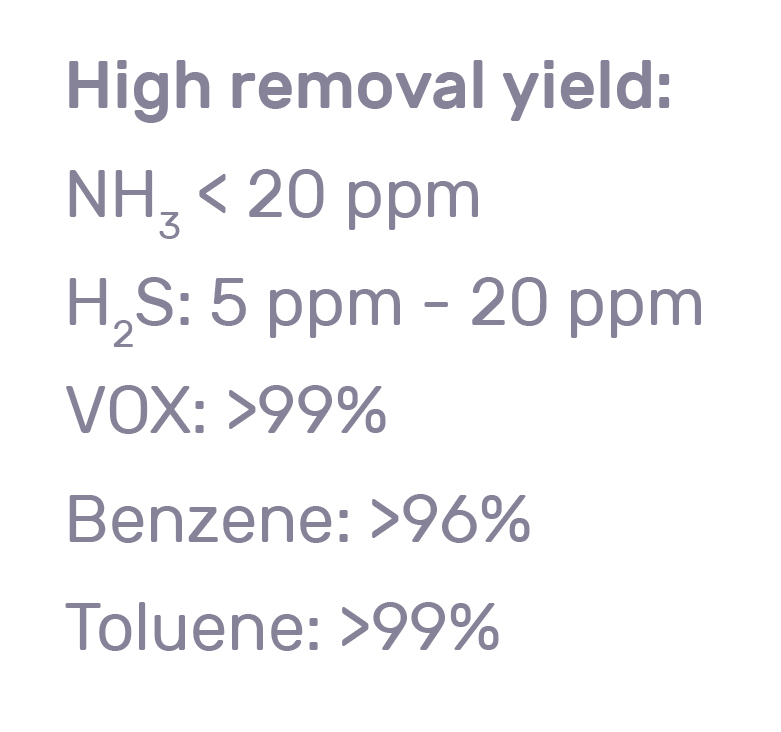
Steam Stripping Applications
– Benzene removal from wastewaters
– NH3 stripping
– Solvents recovery or removal (tetrahydrofuran, hexane, heptane)
– Acetone removal/recovery from wastewaters
– Removal of halogenated organics
– Removal of organics from quench waters Organics recovery from leachates
– Alcohol (ethanol, propanol, IPA, butanol) removal from water
Solvent Recovery System
• Efficient tray/packing design to achieve the lowest possible impurities.
• Process feasibility & optimization through advanced software.
• The performance guarantee is backed by the lab results.
• Proven track record in complex and valuable product recovery solutions.
• Less maintenance, less CIP ensures long life of the equipment.
• Easy to convert the batch process to continuous.
